

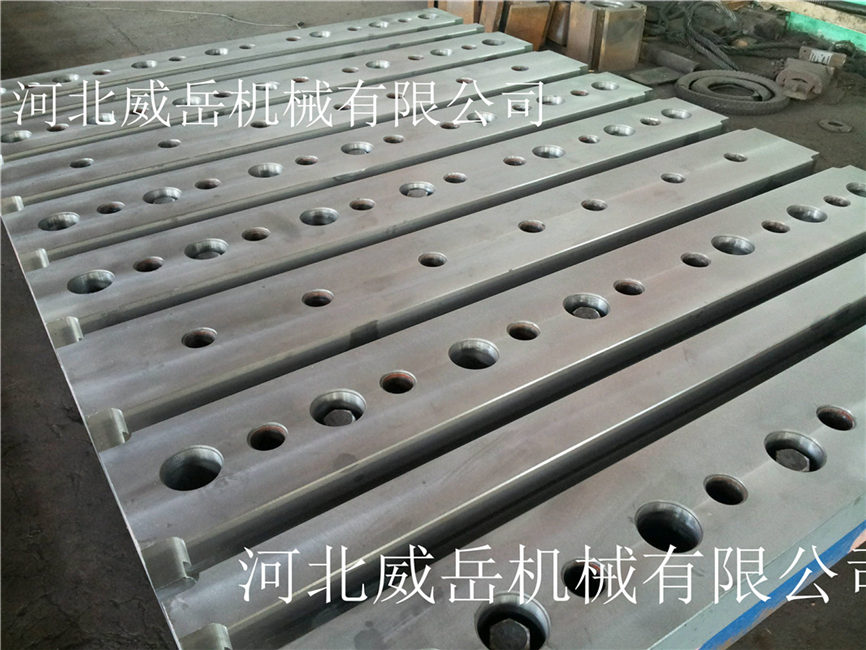
提及鑄鐵平臺的用途,在其廣泛性上,首當其沖的自然是鑄鐵T型槽平臺,其中越來越廣泛地被應用于動力機械設備的裝配、調試、焊接、鉚焊用的基準。正因為平臺工作面加工有T型槽,可以固定機械設備。目前,為了地服務于客戶,威岳機械擴大生產規模,很多標準尺寸有成品或者半成品供客戶朋友選擇,另外規格可根據用戶需求制造。精度:按標準計量檢定規程JJG117-91執行,分別為3級、精刨。表面處理:工作面采用刮研工藝,用涂色法進行檢驗,了平面精度。工作面一般開有T型槽,也可根據要求加工長孔或圓孔等。
從外形區分,鑄鐵T平臺制成筋板式和箱體式,工作面有長方形、正方形或圓形。工作面采用刮削工藝,工作面上可加工除T形槽外的V形、U形槽和圓孔、長孔等。
那么鑄鐵T型槽平臺如何做到性能和應用相得益彰的呢?
具備,,高穩定性,需要鑄鐵T型槽平臺具有以下特點:
首先,鑄鐵T型槽平臺的鑄鐵質量和熱處理質量對平板使用性能產生較大影響:或因殘存較大內應力使工作面變形;或因不使精度不能保持;或因刮削困難得不到數值小的粗糙度。因此使用鑄鐵平臺注意鑄鐵材料的選擇,采用時效處理等方法鑄鐵平臺的殘余應力。
其次,鑄鐵T型槽平臺使用磨損后,可以重新修刮恢復其精度。
再次,鑄鐵T型槽平臺可用涂色法檢驗零件平面度,具有準確、直觀、方便的優點。在經過刮研的鑄鐵平臺上推動表座、工件比較順暢,無發澀感覺,方便了測量,了測量準確度。
的產品需要有嚴格的技術要求把關,所以嚴格質檢需要從以下幾方面進行:
首先,從性能上要求:鑄鐵T型槽平臺應采用細密的灰口鑄鐵等材料制造,其工作面硬度應為170-240HB。
其次,精度等級為0級3級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的距離應不小于80mm。
再次,鑄鐵T型槽平臺工作面通常采用刮削工藝。對采用刮削加工的3級平板工作面,其表面粗糙度Ra大允許值為5μm。
另外,鑄鐵T型槽平臺應去磁和穩定性處理。
然后外觀要求,1、鑄鐵T型槽平臺工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、繡點等缺陷。
2、鑄鐵T型槽平臺的鑄造表面應清楚型砂且平整,涂漆牢固。
3、鑄鐵T型槽平臺相對兩個側面上,應有安裝手柄或吊環裝置的螺紋孔(或圓柱孔),且裝置位置的設計應盡量減少因搬運而引起的變形。
4、若鑄鐵T型槽平臺工作面上設置螺紋孔(或溝槽),其部位應不高于工作面。
鑄鐵T型槽平臺本身的決定了其應用的廣泛性,也正因為如此,才致使威岳機械憑借T型槽平臺在各機械行業內達到名譽雙收的境況。鑄鐵T型槽平臺產品性能的彰顯,挑戰性地呈現了我公司生產及服務的產業鏈,我們終將為鑄造行業提供更的鑄鐵T型槽平臺而奮斗不止。




