歡迎訪問河北威岳機(jī)械有限公司官網(wǎng)
「鑄鐵平臺(tái)」|鑄鐵平板|T型槽平臺(tái)|試驗(yàn)平臺(tái)|檢驗(yàn)平板|劃線平板|鐵底板|地軌|槽鐵/廠家_河北威岳機(jī)械有限公司


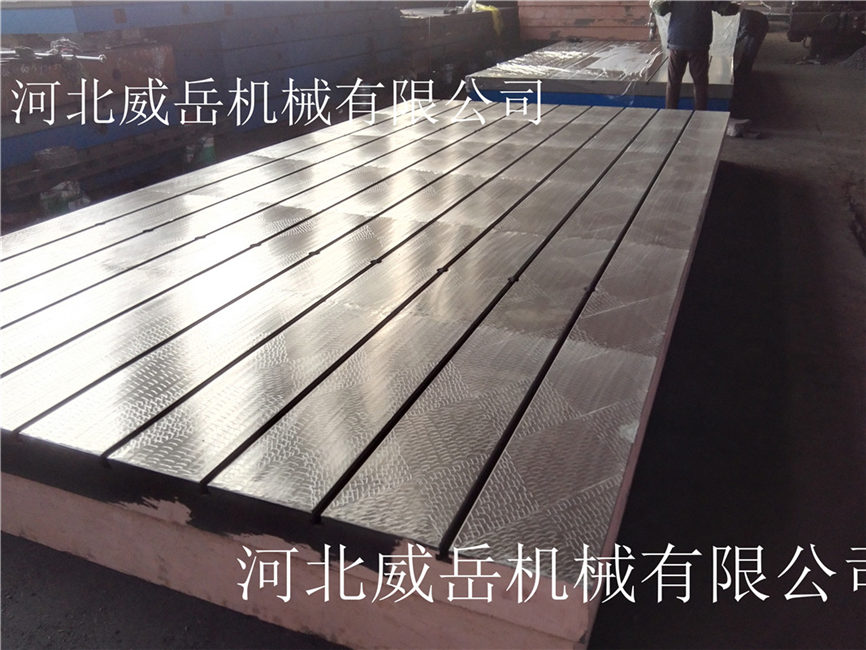
鑄鐵裝配平臺(tái)的鑄鐵質(zhì)量和熱處理質(zhì)量對(duì)平板使用性能產(chǎn)生較大影響:或因殘存較大內(nèi)應(yīng)力使工作面變形;或因不使精度不能保持;或因刮削困難得不到數(shù)值小的粗糙度。因此使用鑄鐵平板注意鑄鐵材料的選擇,采用時(shí)效處理等方法鑄鐵 平板的殘余應(yīng)力。
所以鑄鐵裝配平臺(tái)平面度的加工,一般都會(huì)使用刮研工藝。刮研是歷史悠久的校正精度的手工藝,需要依靠人工進(jìn)行鏟刮,是進(jìn)行平面的重要方法之一。一般采用涂色法(紅丹粉)進(jìn)行校驗(yàn)。
鑄鐵裝配平臺(tái)工作面刮研的方法:
一,粗刮:鑄鐵裝配平臺(tái)毛坯表面比較粗糙,應(yīng)先粗刮。粗刮的特點(diǎn)是采用長刮刀,行程較長(10mm~15mm之間),刀痕較寬(10mm),刮刀痕跡順向,成片不重復(fù)。機(jī)械加工的刀痕刮除后,即可研點(diǎn),并按顯出的高點(diǎn)刮削。當(dāng)工件表面研點(diǎn)每25mm×25mm上為4~6點(diǎn),表面粗糙度為(Ra2.5-Ra3.2)時(shí)停止粗刮。
二,細(xì)刮:細(xì)刮就是將鑄鐵裝配平臺(tái)粗刮后的高點(diǎn)刮去,其特點(diǎn)是采用短刮法(刀痕寬約6-8mm,長10-12mm),研點(diǎn)分散快。細(xì)刮時(shí)要朝著方向刮,刮完一遍,刮遍時(shí)要成45度或60度方向交叉刮出網(wǎng)紋。當(dāng)平均研點(diǎn)每25mm×25mm上為10~14點(diǎn),平面度達(dá)到0.01mm/500m㎡,表面粗糙度(Ra1.6-Ra3.2)同時(shí)應(yīng)兼顧形位差時(shí),即可結(jié)束細(xì)刮。
三,精刮:在細(xì)刮的基礎(chǔ)上進(jìn)行精刮,采用小刮刀或帶圓弧的精刮刀,刀痕寬約(5-7mm,或者更短)平均研點(diǎn)每25mm×25mm上應(yīng)為20~25點(diǎn),平面度達(dá)到0.01mm/500m㎡以下,表面粗糙度為Ra0.8-Ra1.6時(shí)結(jié)束細(xì)刮。常用于檢驗(yàn)、劃線等較的鑄鐵裝配平臺(tái)接觸面的刮削。
裝配平臺(tái)在刮研時(shí)要注意,0級(jí),1級(jí)精度鑄鐵裝配平臺(tái)使用刮研工藝;2級(jí),3級(jí)精度可以使用和刮研效果近似的機(jī)械加工方式。
鑄鐵裝配平臺(tái)在使用時(shí)要行安裝調(diào)試。然后,把平板的工作面擦拭干凈,在確認(rèn)沒有問題的情況下使用,使用過程中,要注意避免工件和平板的工作面有過激的碰撞,防止損壞平板的工作面;工件的重量更不可以超過平板的額定載荷,否則會(huì)造成工作質(zhì)量降低,還有可能損壞平板的結(jié)構(gòu),甚至?xí)斐善桨遄冃?使之損壞,無法使用,耽誤工作。
")
整墊鐵")
備零件")
")
