歡迎訪問河北威岳機(jī)械有限公司官網(wǎng)
「鑄鐵平臺(tái)」|鑄鐵平板|T型槽平臺(tái)|試驗(yàn)平臺(tái)|檢驗(yàn)平板|劃線平板|鐵底板|地軌|槽鐵/廠家_河北威岳機(jī)械有限公司


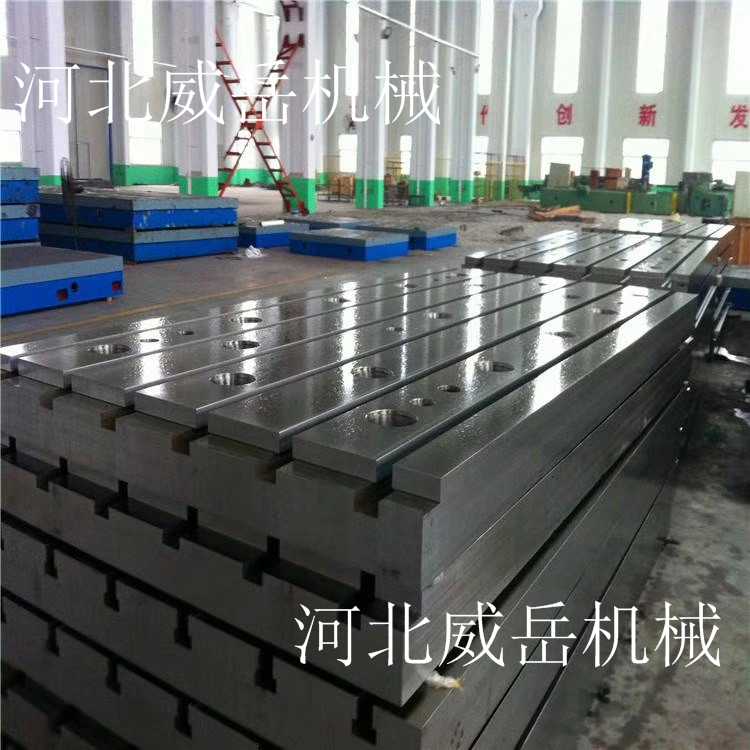
機(jī)床副工作臺(tái)鑄造過程中難免會(huì)發(fā)生鑄造缺陷,機(jī)床副工作臺(tái)廠家應(yīng)總結(jié)經(jīng)驗(yàn),避免發(fā)生同類缺陷,以下是我公司總結(jié)出的預(yù)防方法:
預(yù)防辦法機(jī)床副工作臺(tái)鑄造過程中發(fā)生缺陷做到以下幾點(diǎn)
機(jī)床副工作臺(tái)
(1)削減發(fā)氣量:操控型砂或芯砂中發(fā)氣物質(zhì)的含量,濕型砂的含水量不能過高,造型與修模時(shí)脫模劑和水用量不宜過多。砂芯要烘干,烘干后的砂芯不宜存放太長時(shí)間,隔天運(yùn)用的砂芯在運(yùn)用前要回爐烘干,以防砂芯吸潮,不運(yùn)用受潮、生銹的冷鐵和芯撐等。
(2)改進(jìn)型砂的透氣性,挑選適宜的型空緊實(shí)度,合理安排出氣眼方位以利排氣,砂芯通氣孔道疏通。
(3)恰當(dāng)進(jìn)步澆注溫度,開排氣孔和排氣冒口等,以利于侵入金屬液的氣體上浮排出。
皮下氣孔 這種氣孔出現(xiàn)在鑄件的表層皮下2~3mm處,直徑為1~3mm左右。而且數(shù)量較多,鉚焊平臺(tái)、鉚焊工作臺(tái)、鉚焊平板、鑄鐵底板經(jīng)熱處理或粗加工去除外皮后,會(huì)明晰地顯露出來。預(yù)防辦法(1)恰當(dāng)進(jìn)步澆注溫度,嚴(yán)格操控各種添加劑的參加量,盡可能縮短澆注時(shí)間。(2)孕育劑的參加量操控在(質(zhì)量分?jǐn)?shù))0.4%~0.6%,一起要嚴(yán)格操控孕育劑中A1的質(zhì)量分?jǐn)?shù),w(Al)偏高簡單和型腔外表的水分發(fā)生反響:2Al+3H2O=Al2O3+3H2↑,一般情況下孕育劑含Al量不宜1.5%。(3)避免鐵液氧化,恰當(dāng)補(bǔ)加接力焦,嚴(yán)格操控進(jìn)風(fēng)量。
在機(jī)床副工作臺(tái)的鑄造生產(chǎn)過程中,經(jīng)常會(huì)發(fā)生各種不同的鑄造缺陷,希望以上解決辦法能幫到你。
河北威岳機(jī)械力求能形成為客戶提供滿足要求的方案、為客戶切實(shí)解決問題、的降低成本、提高生產(chǎn)效率、不以單純平臺(tái)價(jià)格銷售的一種模式。河北威岳機(jī)械的理念是切實(shí)為客戶解決問題,以zui低的成本達(dá)成zui好的效果,實(shí)際的為客戶解決問題,與客戶形成一種雙贏的模式。
")

")

